溶接する際の継ぎ手の種類を紹介しています


接合する母材と母材の配置には多くの種類があります。
用途により使い分けます。その一部をご紹介致します。
① 突き合わせ継ぎ手(突合せ溶接)
② 開先継ぎ手(両開先)(開先溶接)
③ 重ね継ぎ手(重ね継ぎ溶接)
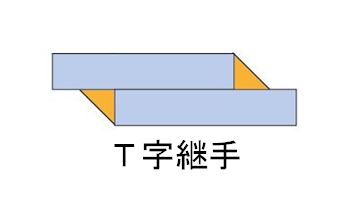
④ 隅肉継ぎ手(隅肉溶接)
どの溶接も二つの材料に均等に熱を加えることが基本で断面方向の狙い角度が重要です。誤った溶接法・溶接材料を適用したり、母材に与える熱量が過大または過小な場合に、期待する強度が得られないことがあります。

突き合わせ継ぎ手は別名、バット溶接とかIバット(アイバット)などと言います。アーク溶接の場合、ピッタリくっついた突き合わせ継ぎ手は施工しにくいです。そのため、ウラガネ(裏金または裏鉄)という薄いプレートを裏側に付け、突合せの間隔を板厚以上に取るのがふつうです。

溶接しやすいですが、前工程として開先を作るための加工コストが必要になります。また図のような両開先継ぎ手の場合、母材の薄い部分が溶け落ちてしまうため、ウラガネを使います。
重ね継ぎ手溶接は突合せ溶接と違い前工程の開先加工が必要ありません。従って、そこに隙間が開いているから埋めなければならないとか、そこに合わせて位置決めをしなければならない、など突合せ溶接で施工上の問題となっていた課題を考えずに済むのが特徴です。

中厚板の溶接で最も一般的な溶接です。鋼材をアーク溶接するときの方法の一種で、板を重ねてつないだり、T型につないだりする場合に用いられる溶接です。 隅肉溶接は、突合わせ溶接とちがって開先を切らないので、母材どうしは一体化されていません。母材と母材をまたぐ部分に、三角形の断面を持つ溶着金属をつけたものです。そのため、結合強度 が低いため引張力のかかる部分には用いず、剪断力のかかる部分に用いられます。

